 Telephone:535-6501817 Telephone:535-6501817
Telephone:535-6501817 Telephone:535-6501817 
— News —
NEWS CENTRES Toll Free 535-6501817
Toll Free 535-6501817 Mail:marketing@hyindustry.com
Mobile:18615009010
Phone:535-6501817
A:Tianma Center Square, Economice Development Zone, Yantai, Shandong, China
Company News
Release time:2020-11-29 11:44 Popularity:
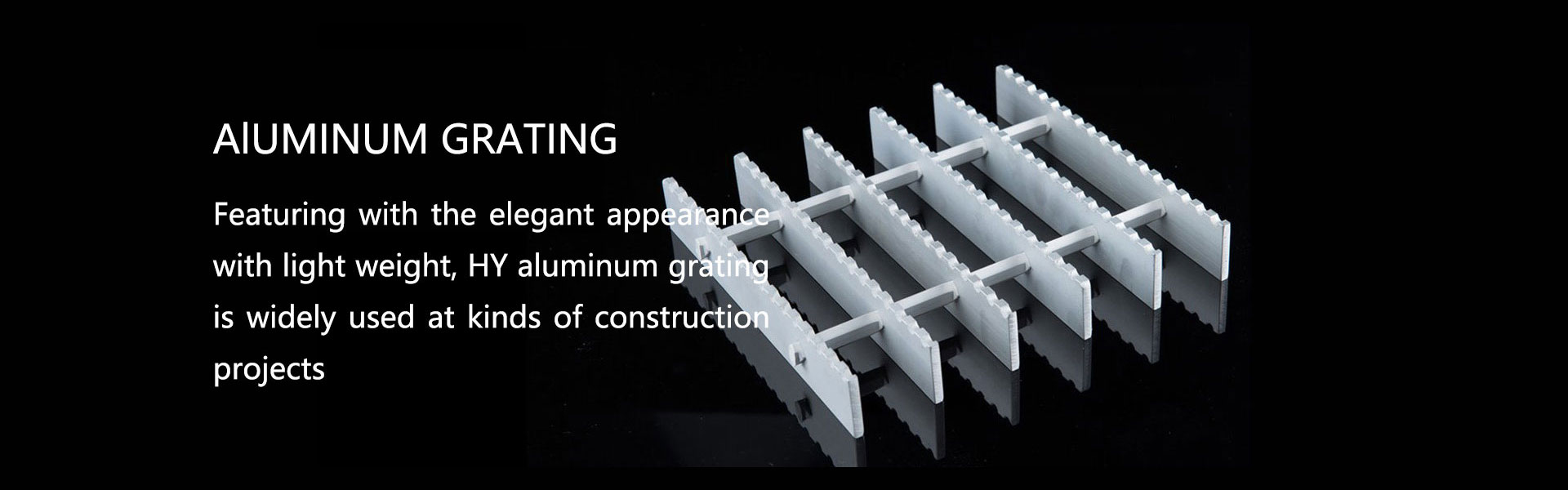
One of our customers in Australia will come to our factory for visit. This is a good news which will enhance the cooperation relationship between us. It is one of the largest companies in Australia. They keep importing our products, such as aluminum grating, walkway grating, aluminum and steel clips.

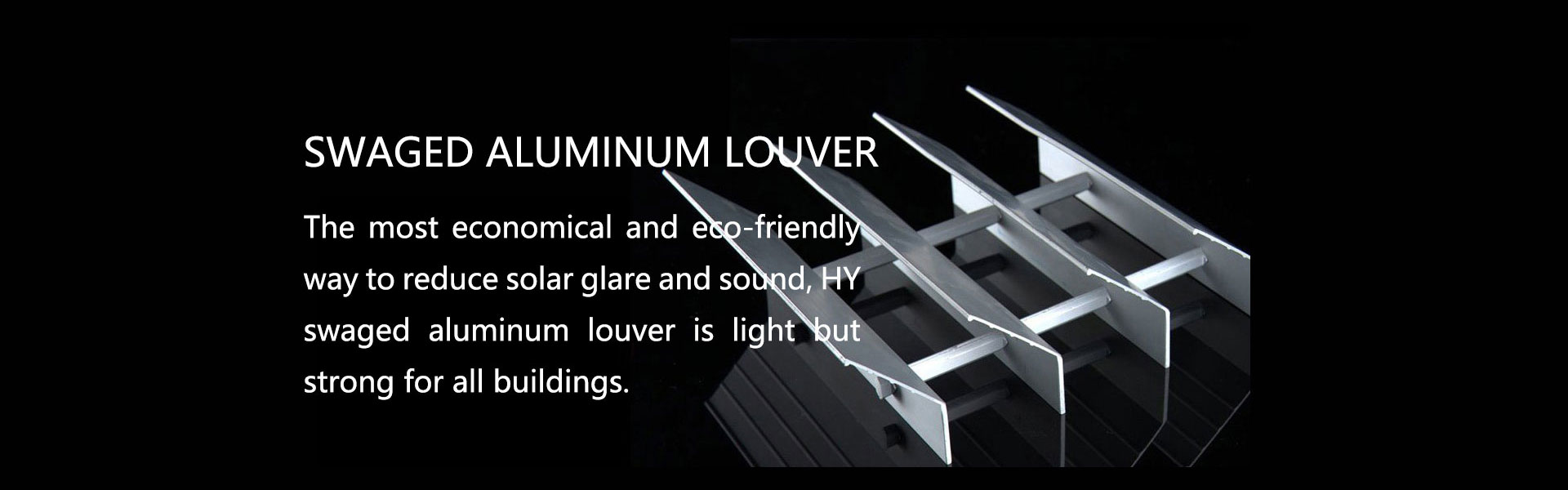
aluminum louver Our agent in New Zealand will also be coming soon. New Zealand is a small but very important market, which we have developed in the past few years but with little achievement. New Zealand is a traditional country in which the customers would not like to import easily. So we found a dealer, or an agent there to do the business on behalf of us. With their support, we built the business relationship with more and more customers who we have contacted a long time before, also a lot of new customers. Those customers are importing our aluminum grating, aluminum stanchions, aluminum louver and walkway grating. We are still expanding our business and recommending our other products, like steel grating, wpc decking, aluminum fins, stair tread and so on.
This meeting is exciting and it is a chance for us to enhance our relationship and expand the business. We are preparing for it!
Related recommendations
